
















































































3D принтер SLA500
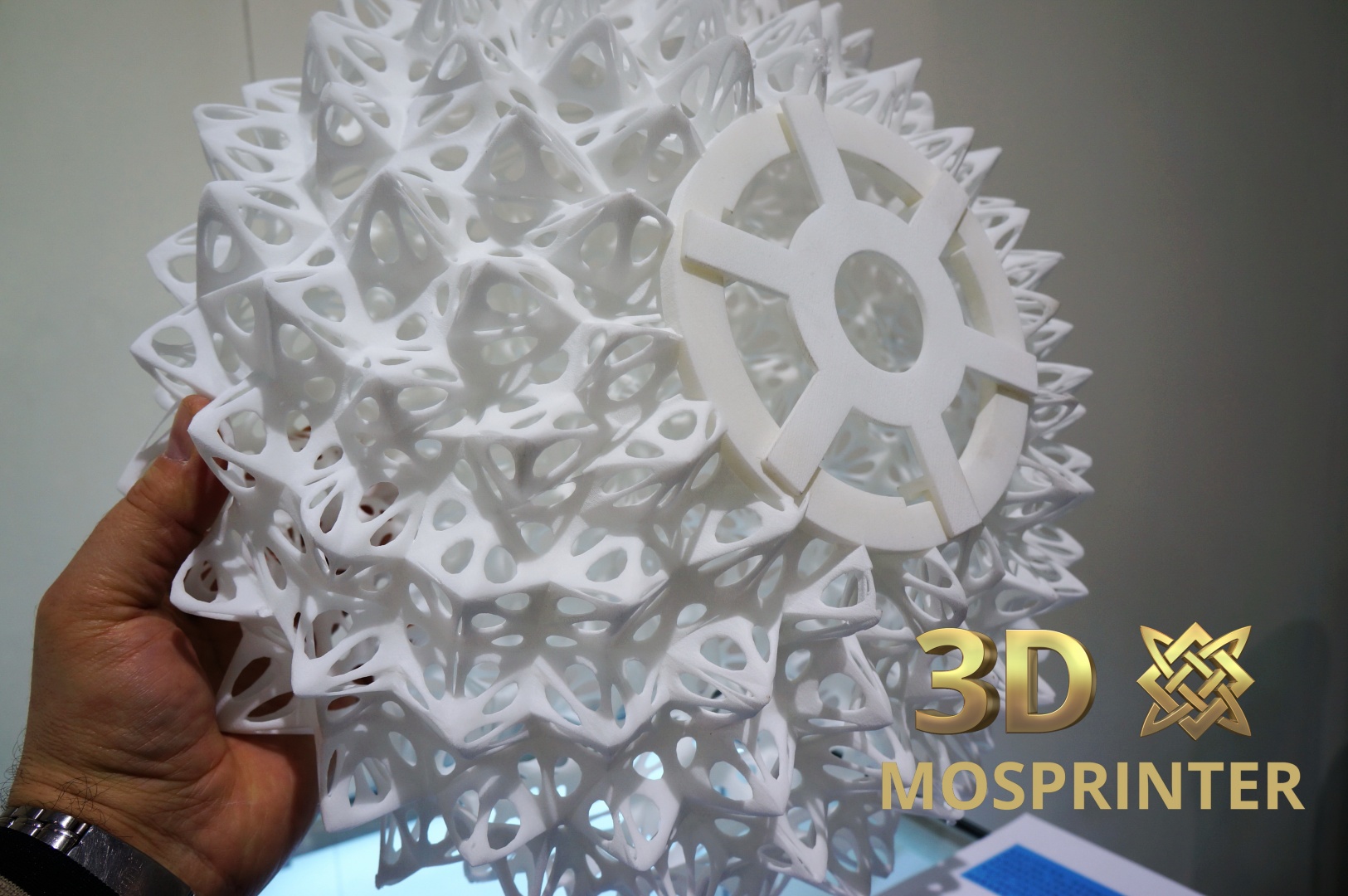
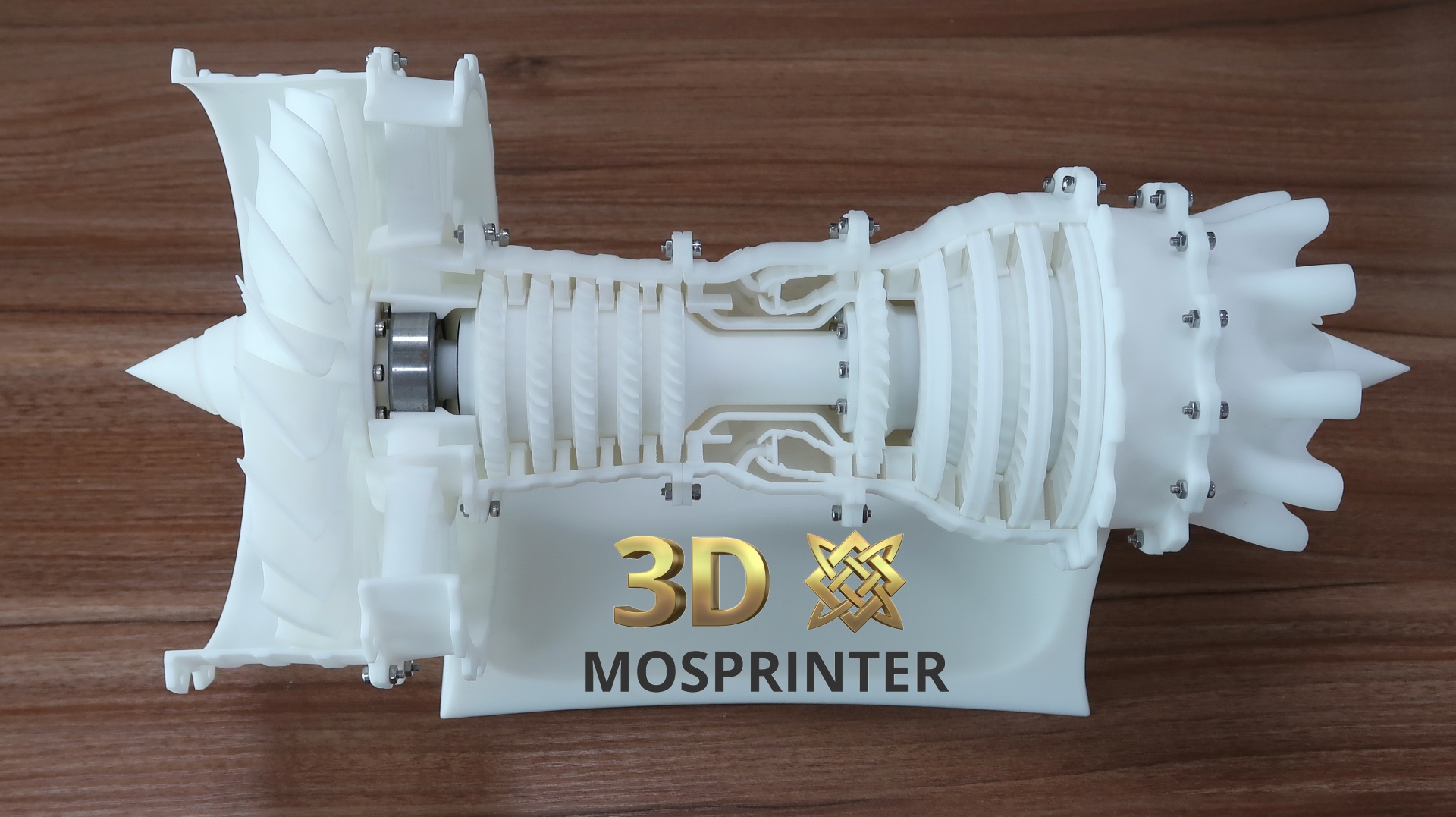
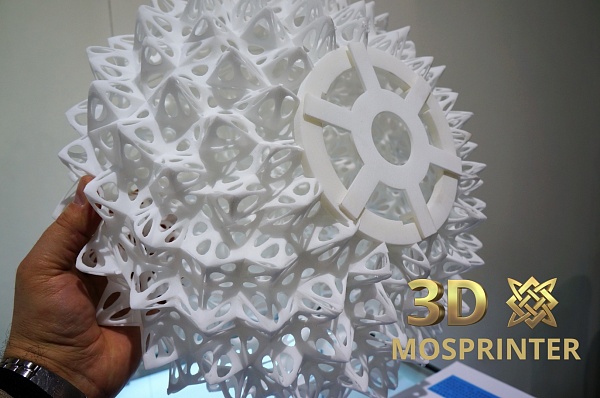
Рабочим веществом для объемной, послойной, аддитивной 3D печати является жидкая фотополимерная (фотореактивная) смола, которая отвердевает под воздействием ультрафиолетового излучения, ультрафиолетовых лучей.

Технологии 3D принтинга по фотополимерной смоле
Смола входит в стандартную поставку 3D принтера. Так называемая первая заправка бака. Для принтера SLA600 с рабочим объемом бака 600*600*400 мм объем смолы составляет 260 литров. Для защиты от светового излучения, фотополимерная смола поставляется в непрозрачных канистрах.
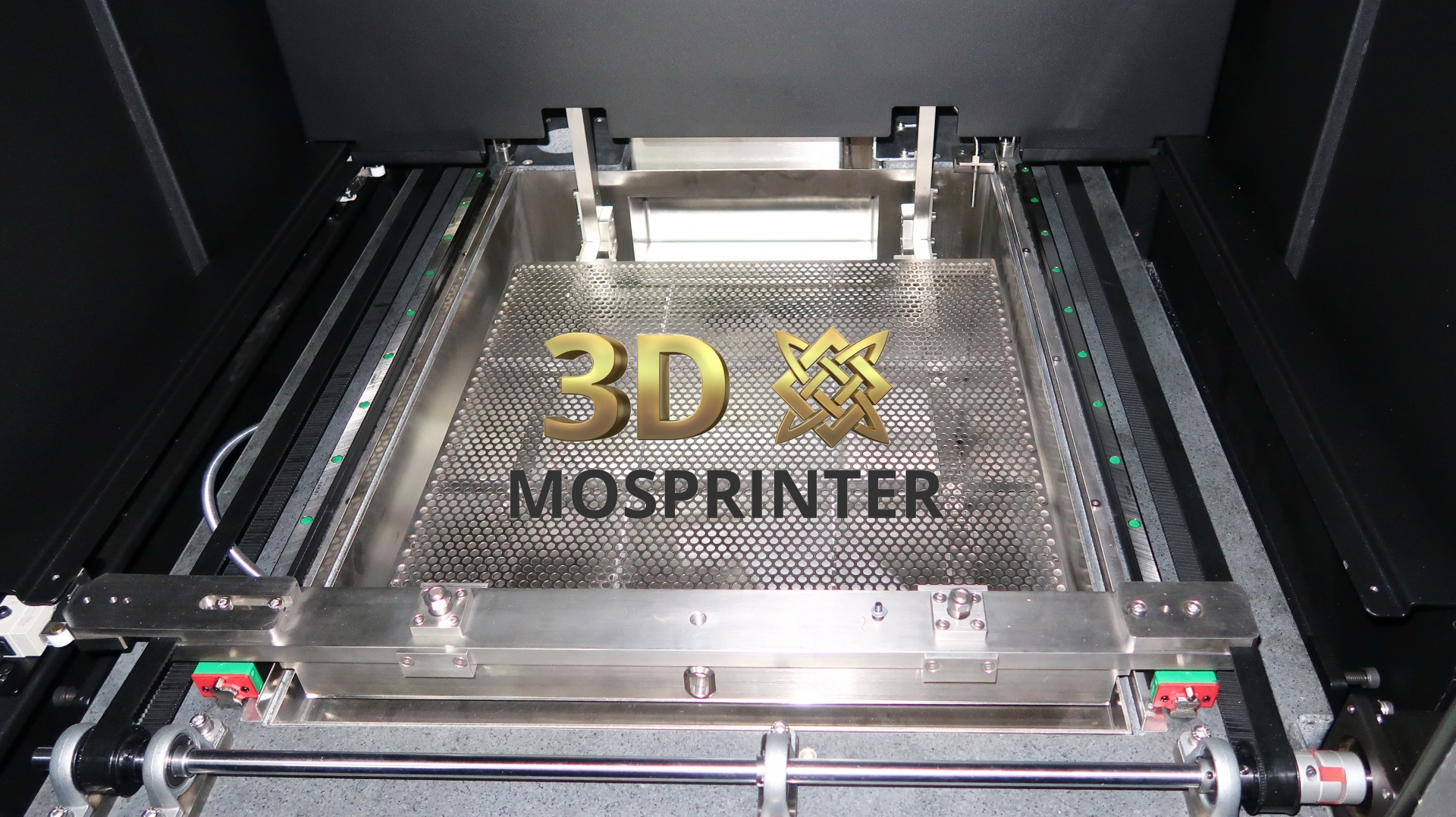
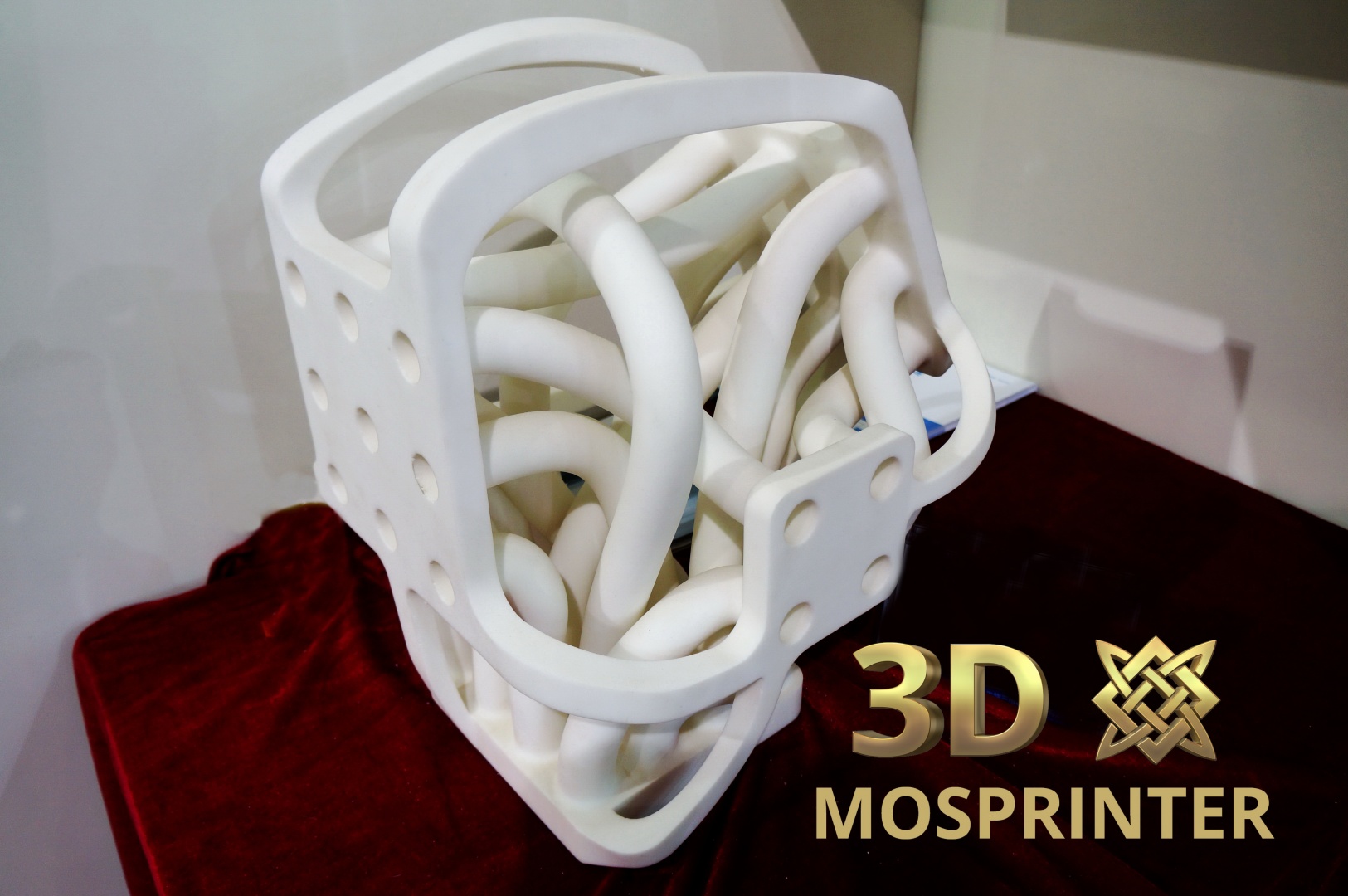
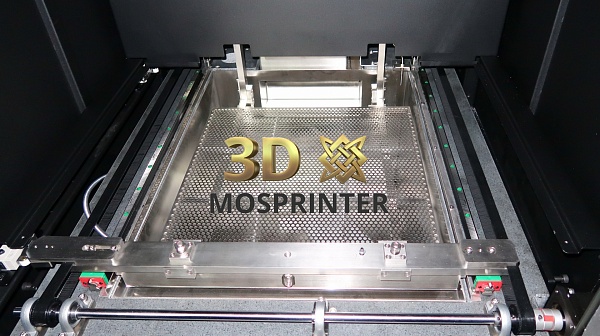
Отверждение фотополимерной смолы производится послойно с помощью ультрафиолетового лазера малой мощности, как правило менее 1 Ватта. После отверждения одного слоя, поршень с платформой опускается на шаг построения, как правило около 0,1 мм. Смола разравнивается прохождением каретки для удаления выпуклости поверхностного натяжения и пузырей. Затем луч лазера производит построение следующего слоя прототипа. И так до завершения построения готовой модели - прототипа. Время построения крупного прототипа может занимать более суток.
Для нивелирования неточности платформы на которой печатается прототип, и выравнивания горизонтальной поверхности, в начале процесса печати печатаются ножки - подставки. Требования к их прочности и качеству невысокие, поэтому первые 60 слоев печати ножек, принтер не разравнивает поверхность смолы кареткой. Исключение операции разравнивания смолы позволяет ускорить печать ножек.

УФ камера для дополимеризации прототипов
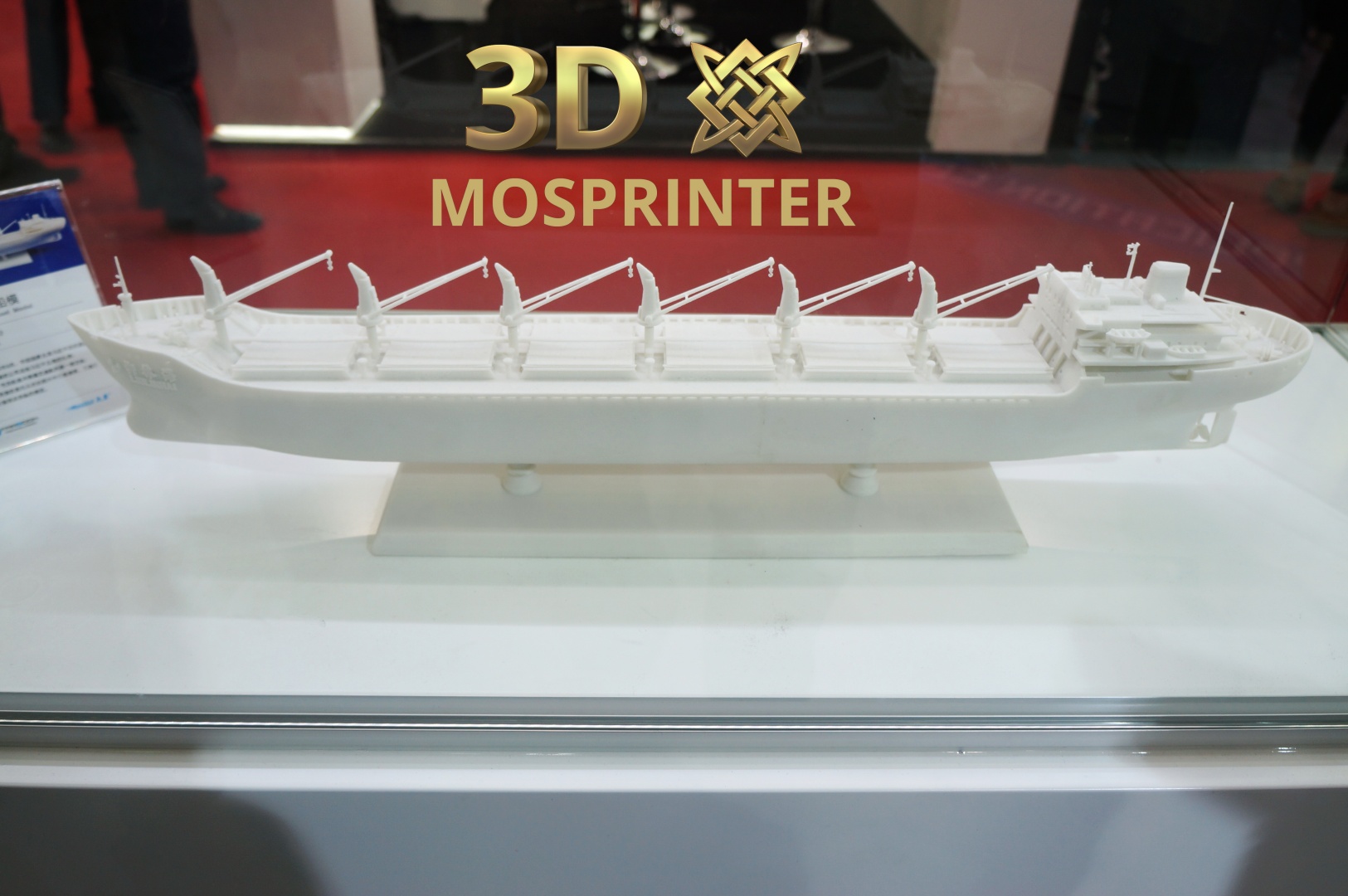
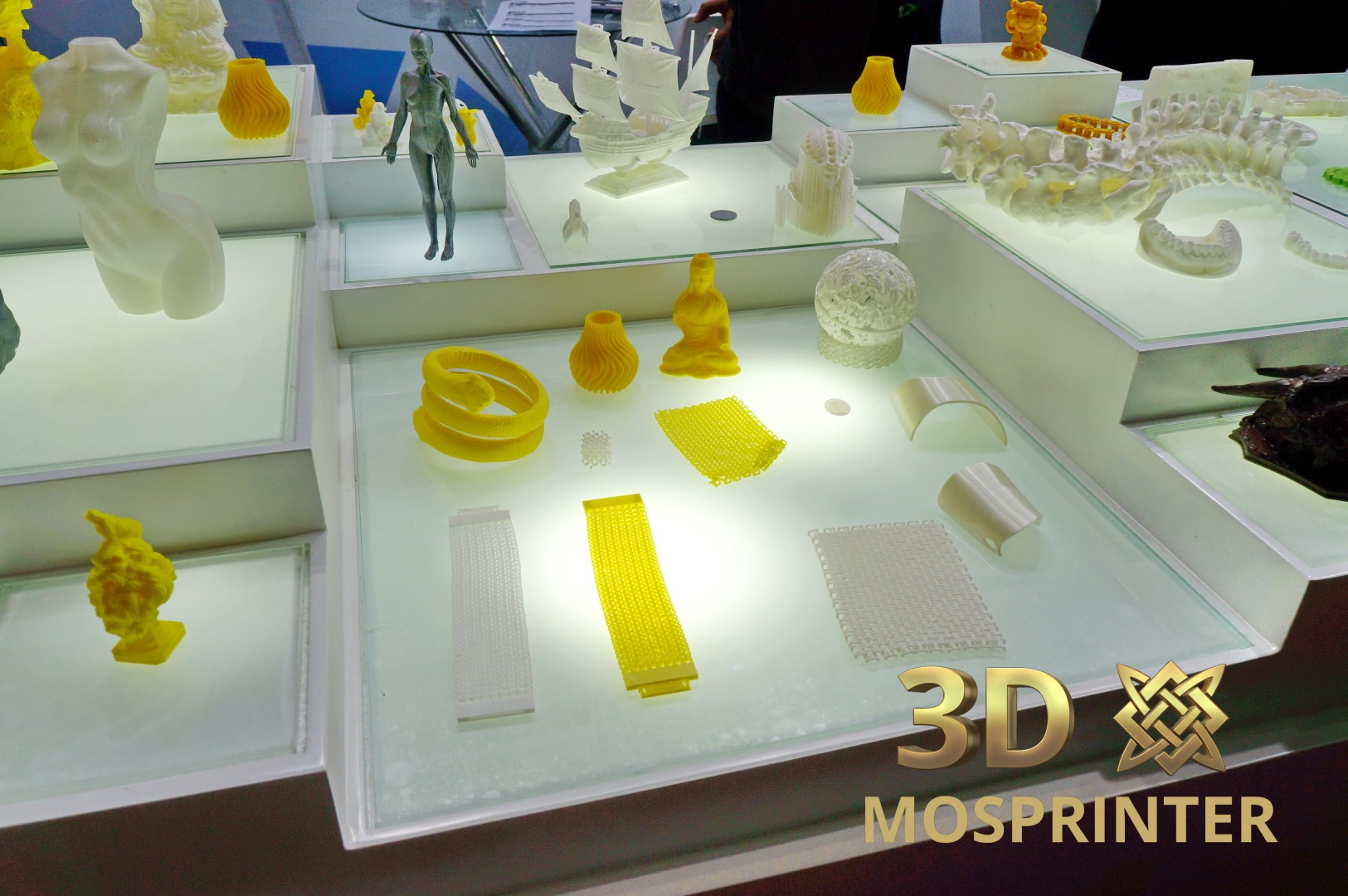
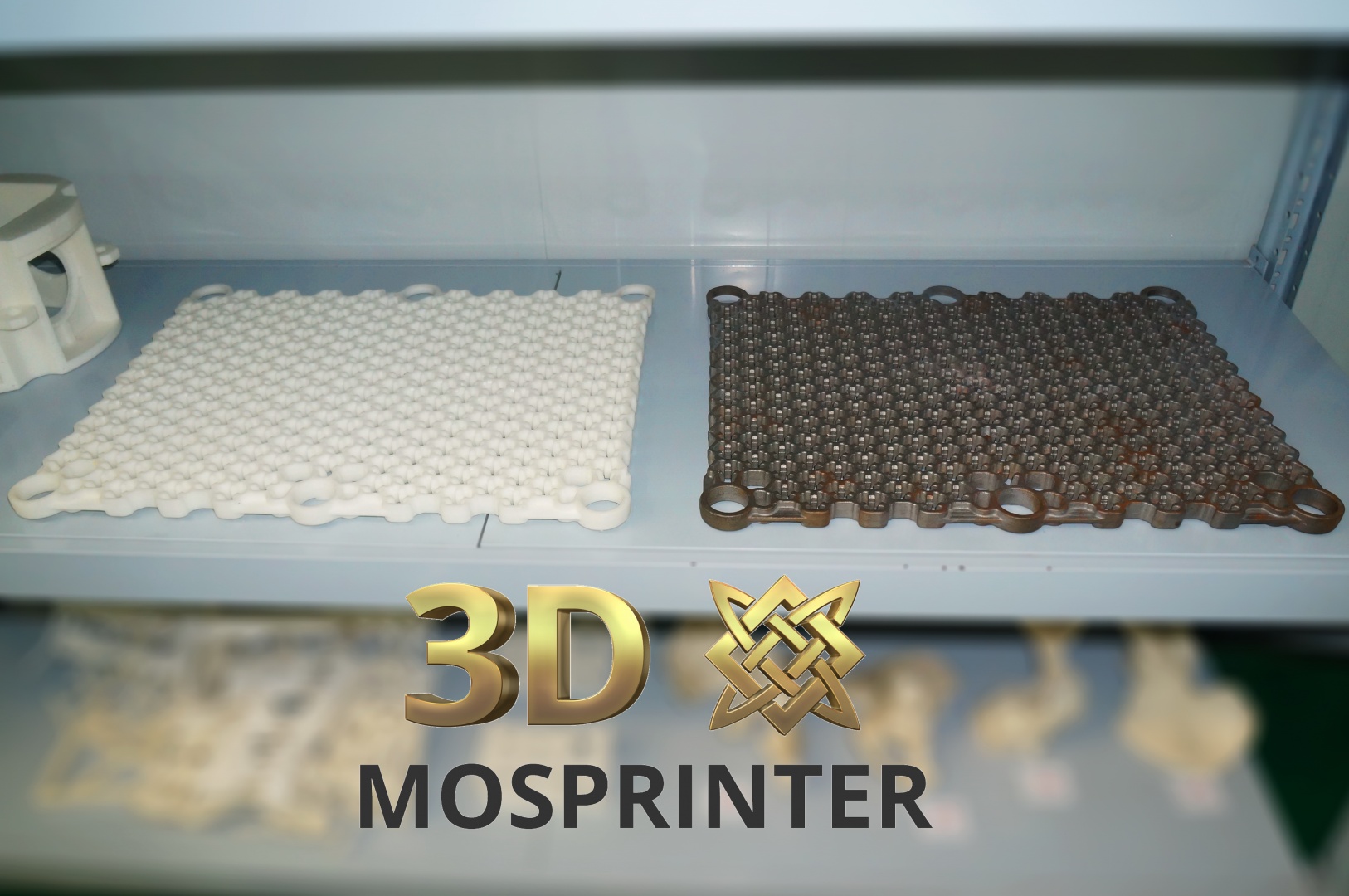
По окончании построения, готовая деталь подается поршнем вверх и вынимается из смолы. Прототип снимается с платформы и промывается в этиловом спирте. С помощью скребка или ножа удаляются ножки - подставки. Затем прототип дополимеризуется заданное время в ультрафиолетовой камере (шкафу), которая так же является необходимым оборудованием в спецификации поставки 3D принтера.
Камера имеет ультрафиолетовые лампы, вращающуюся платформу для равномерной засветки прототипа и реле времени, позволяющее выбирать экспозицию ультрафиолетовой засветки
Так же в стандартную поставку входят средства очистки бака 3D принтера от остатков фотополимерной смолы и ящик с инструментами для обслуживания оборудования.
|
Модель 3D принтера |
SLA450 |
SLA500 |
SLA600 |
SLA800 |
SLA1600 |
||||
|
Максимальный размер построения мм |
X450 Y450 Z300 |
X500 Y400 Z300 |
X600 Y600 Z400 |
X800 Y600 Z500 |
X1500 Y1000 Z800 |
||||
|
Вес смолы для полной заправки бака |
124 кг |
124 кг |
257 кг |
314 кг |
600 кг |
||||
|
Максимальный вес модели - прототипа |
40 кг |
50 кг |
70 кг |
100 кг |
120 кг |
||||
|
Вид лазера |
Твердотельный ультрафиолетовый лазер со светодиодной накачкой |
||||||||
|
Длина волны лазера |
354,7 нм |
||||||||
|
Минимальная мощность лазера на поверхности смолы |
≥ 500 мВт |
||||||||
|
Диаметр пятна лазера |
0, 1 мм (0,15 мм на краях) |
||||||||
|
Система сканирования |
Немецкая "SCANLAB Galvanometer" |
||||||||
|
Рекомендуемая скорость сканирования |
6 м/с |
||||||||
|
Максимальная скорость сканирования |
10 м/с |
||||||||
|
Процесс построения модели |
Интеллектуальная аддитивная послойная печать |
||||||||
|
Скорость построения модели г/ч |
30-90 |
30-100 |
60-100 |
60-100 |
80-120 |
||||
|
Стандартная толщина слоя построения |
0,1 мм |
||||||||
|
Толщина слоя быстрого построения |
0,125 мм |
||||||||
|
Толщина слоя точного построения |
0,075 мм |
||||||||
|
Разрешение по вертикали |
0,001 мм |
||||||||
|
Повторная точность установки |
±0,01 мм |
||||||||
|
Операционная система |
Windows 7 |
||||||||
|
Тип сетевого протокола |
Ethernet, TCP/IP, IEEE802,3 |
||||||||
|
Интерфейс CAD |
3D дизайнерское программное обеспечение, формат файлов STL |
||||||||
|
Гарантия на узлы 3D принтера |
15 месяцев с даты установки |
||||||||
|
Гарантия на лазер |
5000 часов или 15 месяцев, в зависимости от того, что наступит первым |
||||||||
|
Каменная базовая платформа |
Цзинаньский черный мрамор, имеющий самый низкий коэффициент линейного расширения в мире |
||||||||
|
Напряжение питания 200-240 В, одна фаза 50-60 Гц, потребляемый ток |
6 А |
10 А |
15 А |
20 А |
20 А |
||||
|
Допустимая влажность максимум |
Менее 40%, без конденсата |
||||||||
|
Диапазон рабочих температур |
20-26°С, максимальное изменение температуры не более 1°С/час |
||||||||
|
Габариты принтера мм |
X880 Y1230 Z1890 |
X1450 Y1000 Z1850 |
X1630 Y1240 Z1920 |
X1900 Y1450 Z2000 |
X2600 Y2250 Z2100 |
||||
|
Вес принтера |
750 кг |
820 кг |
1050 кг |
1600 кг |
1800 кг |
||||
Опционально:
Качество китайских 3D принтеров превышает американские и немецкие аналоги, из-за массового производства и применения. По желанию заказчика в 3D принтерах используются американские лазеры и немецкие сканеры, японские серводвигатели, тайваньские контролеры. Промышленные 3D принтеры и программное обеспечение дорабатывается и улучшается каждые 2 недели. По всему Китаю работают сотни центров прототипирования для обеспечения качественными прототипами и готовыми изделиями мощнейшей с мире промышленности Китая.
Автор статьи директор компании «Мосиндуктор»
© 2017 Кучеров Вячеслав Васильевич
Авторские права защищены.
Гарантируется судебное преследование
за размещение статьи или ее части
на любом сайте кроме www.mosinductor.ru






 и полипропилена")

